RAP (RECYCLED ASPHALT PAVEMENT)
RAP (Reclaimed Asphalt Pavement) is the asphalt pavement recovered through milling. It is fully suitable for recycling by incorporating it into new asphalt mixes, taking advantage of both its aggregates and the asphalt binder it contains. Recycling this highly wasted material significantly reduces production costs by lowering material and binder consumption, minimizing transportation costs, saving energy, and—most importantly—achieving substantial economic gains through reduced life-cycle costs..
RAP has been utilized in hot-mixes since 1915, enabling significant cost savings in the asphalt mix where it is utilized. An asphalt mix with RAP incorporated has a much lower production cost compared to one without RAP—mainly from the reuse of the asphalt binder already present in the RAP. This is why RAP usage has been growing rapidly in recent years on a global scale.
We offer everything you need to work with RAP, from modifications to your existing asphalt plant to a new plant specialized in cost-effective RAP production.

RAP, the most abundant recyclable material worldwide.
Reclaimed Asphalt Pavement (RAP) is the most abundant recyclable
material worldwide, with nearly 2.01 billion tons generated
annually. However, an estimated 33% is still managed improperly,
highlighting the need for better recycling practices and
infrastructure.
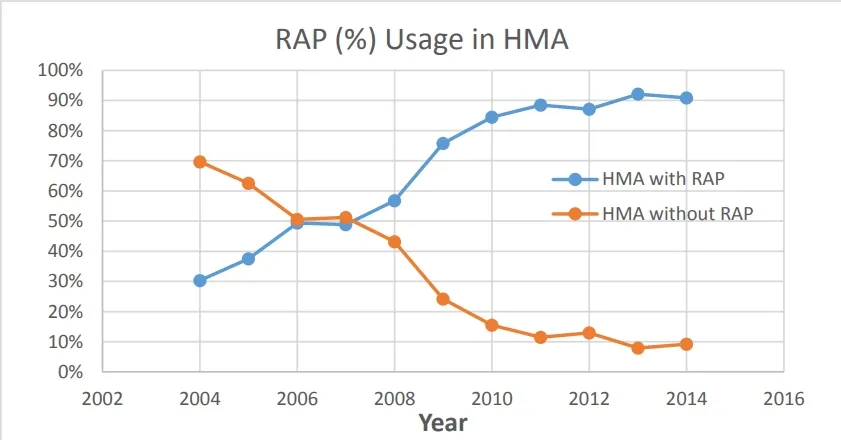
Figure 1 - WMA usage between 2008-2014 (Christie 2015)
RAP, the most abundant recyclable material worldwide.
Reclaimed Asphalt Pavement (RAP) is the most abundant recyclable material worldwide, with nearly 2.01 billion tons generated annually. However, an estimated 33% is still managed improperly, highlighting the need for better recycling practices and infrastructure.
Figure 1 - WMA usage between 2008-2014 (Christie 2015)
The World Bank Group projects RAP waste will double by 2050, reaching up to 3.4 billion tons, particularly with increases in low- and middle-income countries like Mexico. However, with the right equipment, this waste can be recycled and reused, economizing road construction all over the world.
According to the National Asphalt Pavement Association (NAPA), asphalt pavement remains the most recycled material in the United States, with more than 80–87% of all reclaimed asphalt pavement (RAP) being reincorporated into new pavements each year. In 2019, approximately 140 million tons of RAP were reused or recycled in asphalt mixtures worldwide. In 2020, even with reduced construction activity, 125 million tons of RAP were processed globally, with the United States contributing 94 million tons in 2019 and 85 million tons in 2020.
According to the Federal Highway Administration (FHWA), the United States shows a similar pattern, with more than 95% of all RAP recovered being recycled. This makes asphalt the most widely reused material in the country, exceeding the combined recycling volumes of plastic, glass, aluminum, and paper.
Figure 1 - WMA usage between 2008-2014
In Europe, data from the European Asphalt Pavement Association (EAPA) indicate that of the 37.5 million tons of RAP generated, 76% was incorporated back into new hot-mix asphalt or utilized in other applications (2021). Several European nations—such as Germany, the Netherlands, and Denmark—regularly reach RAP reuse rates of 85–90% or higher.
Global analyses (OECD, Eurobitume, and multiple LCCA studies) estimate that worldwide between 70% and 90% of RAP is recycled depending on the country’s infrastructure policies, plant capabilities, and regulatory environment.
The Asphalt Recycling and Reclaimig Association (ARRA) sets five groups of incorporation process:
- The most used method by mixing RAP with new virgin, binders and in some cases additives. It's the most used since its high percentage of incorporation, generates low blue smoke formation, and quality final mix.
Tons of RAP in each country
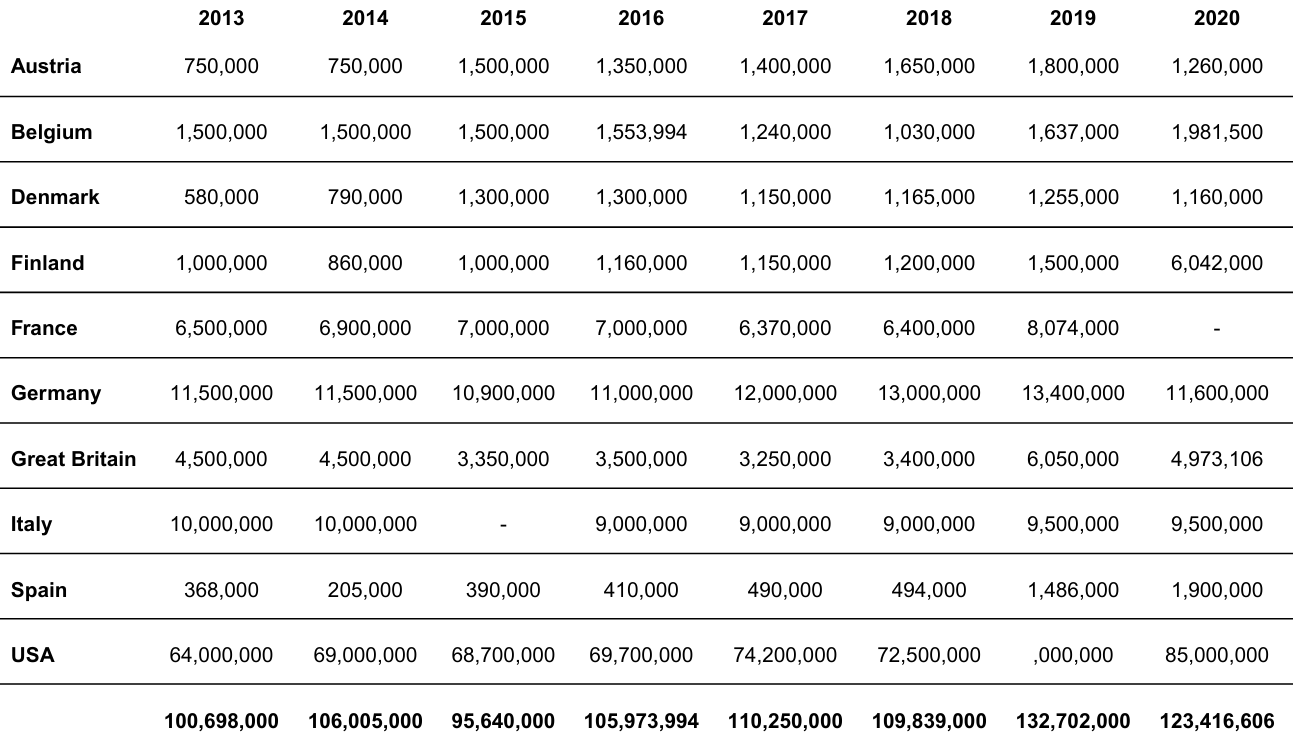
Extracted from Journal of Innovative Engineering and Natural Science, research paper: “The Economic Potentials of Reclaimed Asphalt Pavements (RAP) in Urban Road Infrastructure: A Case Study of Yalova City.”

Data obtained from the National Asphalt Pavement Association (NAPA), Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt (various annual editions).
This table represents that between 2019 and 2023, in the United States, an average of 102.7 million tons of RAP are generated every year, between 90-95 % is effectively recycled, this means only about 5-10% of asphalt waste ends up in landfills.
While high RAP utilization rates suggest effective recycling, this does not mean that RAP is harmless. Industry reports in the United States indicate that 5–10% of RAP is never reincorporated into new pavements and ultimately ends up in landfills or stockpiled, where the remaining asphalt binder can leach contaminants and pose long-term environmental risks.

Cost savings from utilizing RAP in Hot Mix Asphalt
See how much you can save using RAP, and don´t hesitate about
this decision, by recycling
up to 50% with out
plants you can achieve approximately 35% savings in hotmix productions
Cost savings from utilizing RAP in Hot Mix Asphalt
See how much you can save using RAP, and don´t hesitate about this decision, by recycling up to 50% with out plants you can achieve approximately 35% savings in hotmix productions
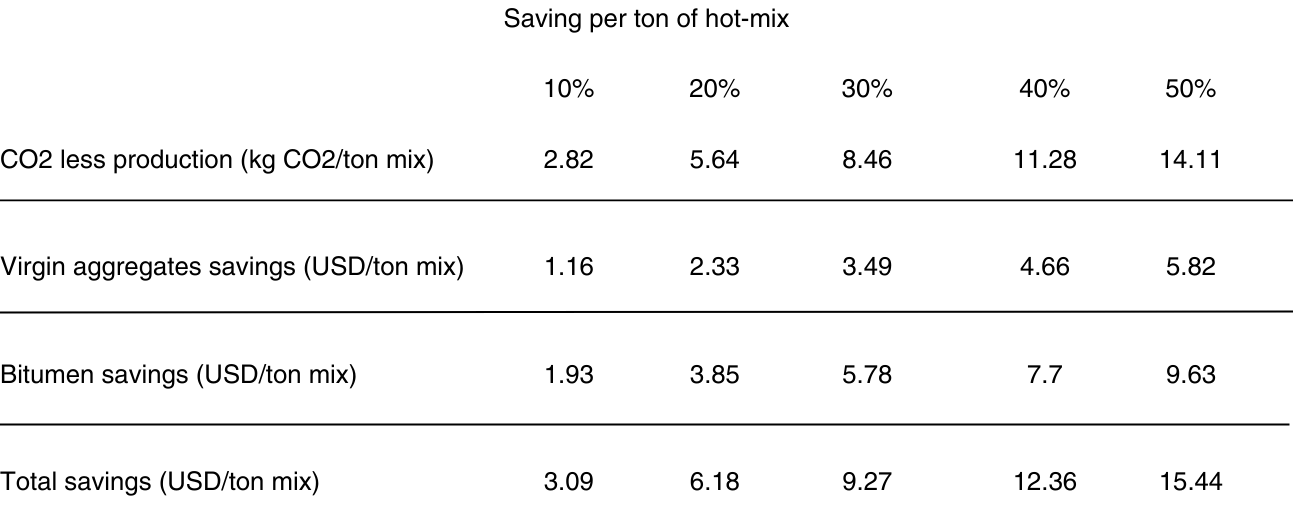
According to (Oruç et al., 2018; Oruç et al., 2023; Simge Group, 2022), every year between 2018–2022, about 1.5 billion tons of asphalt pavement are produced worldwide, consuming 1.425 billion tons of virgin aggregates costing about 10–25 USD per ton and 75 million tons of bitumen costing about 400–700 USD per ton. If only 10% of that asphalt pavement were produced with RAP, overall production costs would decrease by about 7%, resulting in savings of approximately 4.63 billion USD every year.
In 2023, 107,000,000 tons of RAP were extracted in the USA. If only 1% of this material could be recycled, there would be 1,070,000 tons less of reclaimed asphalt pavement (RAP) stockpiled, 1,016,500 tons of virgin aggregates would not need to be consumed, 53,500 tons of binder (bitumen) would not be consumed, and, most importantly, around 29,000 tons of CO₂ emissions would not be produced.
That amount is equivalent to:
- (One tree absorbs ≈ 60 kg CO₂ over 10 years).
In the same year, according to industry data, approximately 1.35 billion USD were saved by incorporating an average of 21.9% RAP in 2023, when 96,100,000 tons of reclaimed asphalt pavement were recycled.
The reincorporation of RAP significantly lowers production costs by reducing the acquisition of virgin aggregates and, more importantly, bitumen—the most expensive component in hot-mix asphalt production—resulting in substantial savings across the industry.

Why recycling RAP is the most eco-friendly action in asphalt
pavement production.
According to 37 recopilated studies, by 10% of RAP incorporation
in new hot-mix asphalt decreases environmental impact by roughly
28% compared with conventional virgin aggregate mixes.

Why recycling RAP is the most eco-friendly action in asphalt pavement production.
According to 37 recopilated studies, by 10% of RAP incorporation in new hot-mix asphalt decreases environmental impact by roughly 28% compared with conventional virgin aggregate mixes.
According to Santos et al. (2015), the extraction of raw materials represents the most significant contributor to the overall environmental impact associated with hot-mix asphalt production.
Liu et al. reported in their life-cycle assessment of recycled modified asphalt mixtures that adopting this type of mix in highway construction can reduce overall emissions by about 12,976 kg CO₂ for every kilometer built.
Aurangzeb and Al-Qadi (2014) reported that increasing the RAP percentage in asphalt mixtures leads to clear environmental benefits, including lower energy requirements and reduced emissions during production. Their life-cycle assessment, which compared mixtures containing 0%, 30%, 40%, and 50% RAP, showed that incorporating reclaimed material can lessen environmental impacts by roughly 28% compared with conventional mixtures.
Yu et al. (2018) analyzed the environmental and economic impacts of incorporating RAP and recycled asphalt shingles (RAS) into hot mix asphalt using life-cycle assessment and detailed cost evaluations. Their findings showed that integrating these recycled materials lowers energy use, reduces global warming potential, and decreases overall costs. The study highlights the environmental and economic sustainability benefits associated with recycled materials and recycled pavement technologies.
And the most impressive study was Yu et al. (2018) they analyzed the environmental and economic impacts of incorporating RAP and recycled asphalt shingles (RAS) into hot mix asphalt using life-cycle assessment and detailed cost evaluations. Their findings showed that integrating these recycled materials lowers energy use, reduces global warming potential, and decreases overall costs. The study highlights the environmental and economic sustainability benefits associated with recycled materials and recycled pavement technologies.
The study conducted by Liu et al. (2024) shows that in a conventional hot-mix asphalt pavement, most of the environmental impact occurs during the raw material acquisition stage—representing approximately 50% to 77% of the total impact depending on the impact category—while mix production accounts for about 20–25%. Transportation and on-site construction contribute the least, generally below 15% combined.
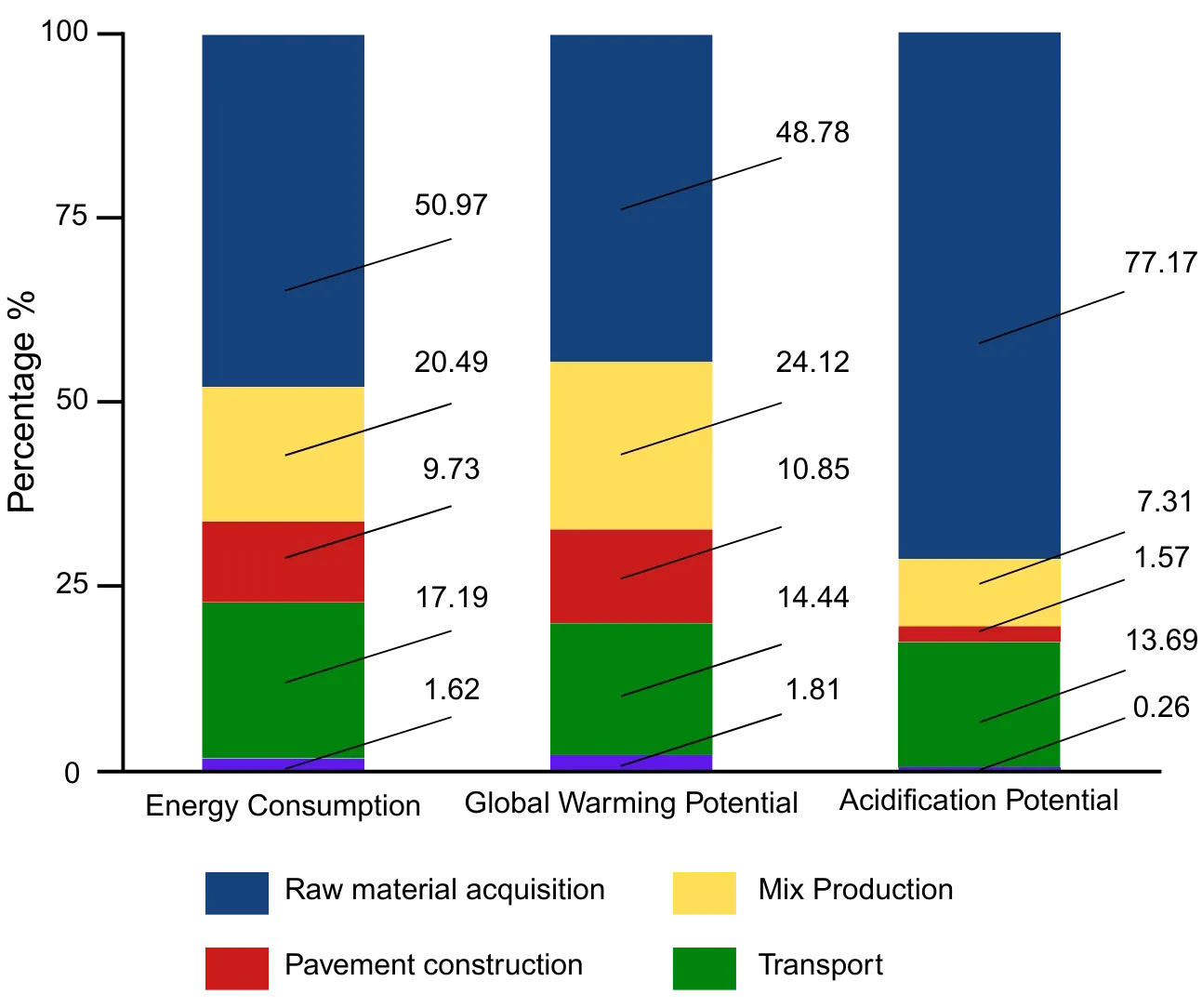
According to Figure 7 in the study by Liu et al. (2024), the proportion of environmental impact across each phase of the life cycle shows that raw material acquisition is the most affecting phase in mix production, contributing from 48.78% to 77.17% of all environmental impacts measured (energy consumption, global warming potential, and acidification potential). On average, raw material acquisition accounts for 58.97% of total environmental impacts.
The construction of an asphalt pavement is categorized into four
main phases:
The production of raw materials
The mixing of the asphalt mixture
The transportation of materials to the site The final on-site paving operations.
According to many studies the main carbon emissions in hot-mix asphalt production comes from the production of raw material (virgin aggregates), which its also categorized in four main phases:
Also quote the most expensive and polluting stage of asphalt pavement production is:
According to the study by Fenerci et al. (2023) from Yalova, asphalt binder production, produces 365.8 kg of CO2 per ton of bitumen production, and 9,120 MJ of energy consumption, along with SO₂, NOₓ, CH₄, CO, PM, and NMVOC emissions. They also show that asphalt binder represents more than 80% of the environmental impact associated with raw materials.
Processing one ton of RAP only consumes around 270–400 MJ. This means RAP uses 22 to 34 times less energy, making it one of the most effective ways to reduce fuel consumption and emissions in hot-mix production.
Incorporating RAP directly reduces all three.
Eliminating the carbon-intensive processes of quarrying, crushing, and long-distance transportation. Second, because RAP contains asphalt binder, it reduces the need for new binder derived from petroleum refining—another major contributor to CO₂ emissions.
The carbon emissions reported in these studies before asphalt pavement production come from the fuel consumed by the machinery and equipment used throughout the virgin aggregate process. These emissions mainly result from fuels such as gasoline, diesel, heavy oils, smokeless coal, and electricity. Because of this, calculating energy consumption and pollutant emissions depends directly on quantifying the actual fuel usage of the machinery involved.
The carbon emissions are calculated using this formula
On the other hand, the carbon sources during the mixing phase are low compared to the raw material stage, since they only come from three main activities:
According to numerous investigations “the contribution of mixture production stage to energy consumption and carbon emission is only about 20%.
According to these studies, using 50% RAP in the mixture reduces total greenhouse gas emissions from 479,557 kg/km to 416,033 kg/km and lowers energy consumption from 6,543,635 MJ/km to 5,672,810 MJ/km. This shows a clear reduction in carbon output at the production stage.
Another study, Liu et al. (2024) found that using recycled modified asphalt mixtures can reduce total emissions by 12,976 kg per kilometer.
Incorporation into the Drum for Internal Heating
Our incorporation system can recycle up to 50% of reclamined asphalt pavement
The RAP must be introduced at a point in the drum where it does not come into direct contact with the burner flame, so the asphalt it contains does not burn and become unusable.
RAP BIN
At TRIASO, we introduce the RAP through a collar located at an intermediate point in the drum. From this point on, the RAP never touches the burner flame and is heated by three simultaneous mechanisms:
- direct contact with the preheated virgin aggregate from earlier in the drum,
- exposure to the hot gases flowing through the drum, and
- direct contact with heated internal plates, known as comales, which absorb radiant heat from the burner flame.

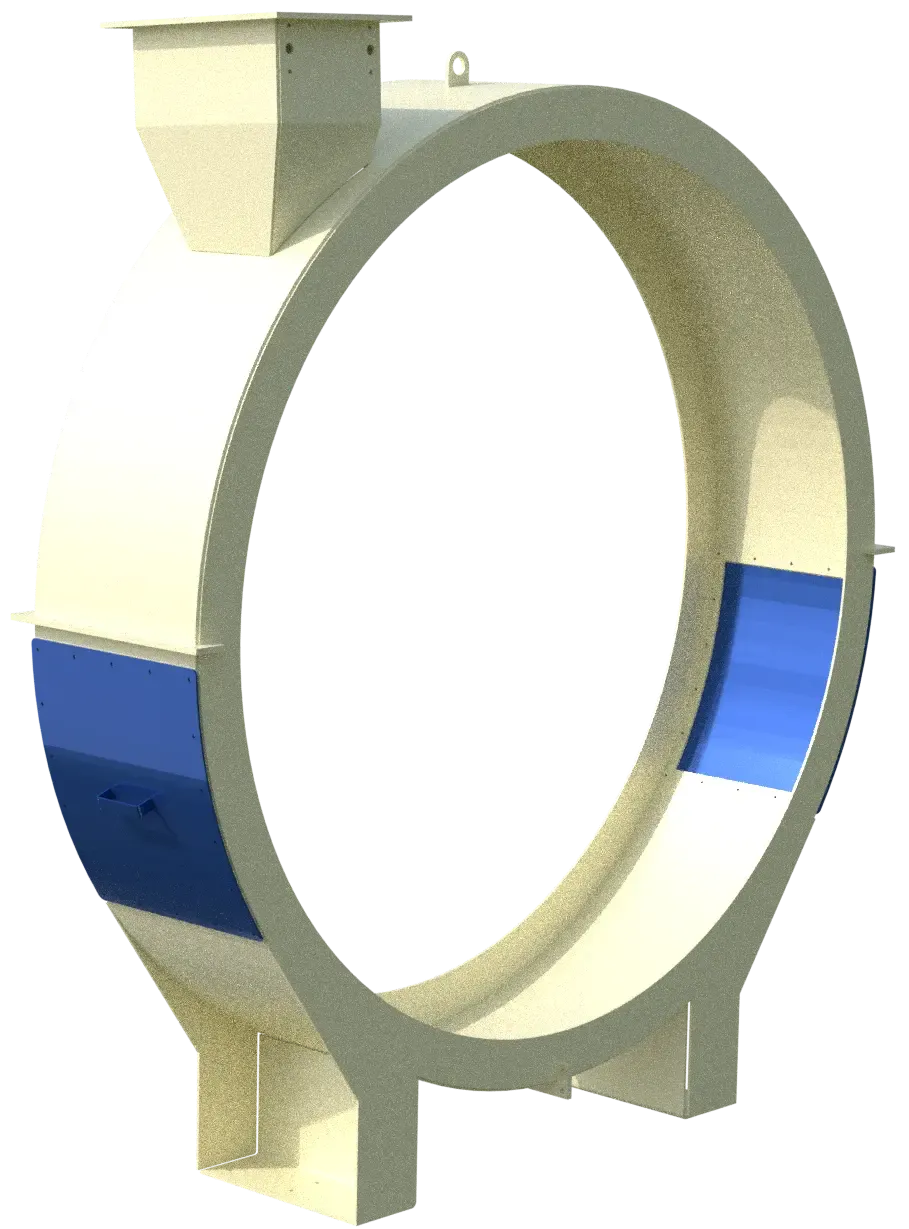
RAP COLLAR
The drum collar is engineered to provide the controlled and efficient entry of Recycled Asphalt Pavement (RAP) into the mixing zone. Fed directly from the RAP bin via a dedicated conveyor, the material enters the drum smoothly and uniformly.
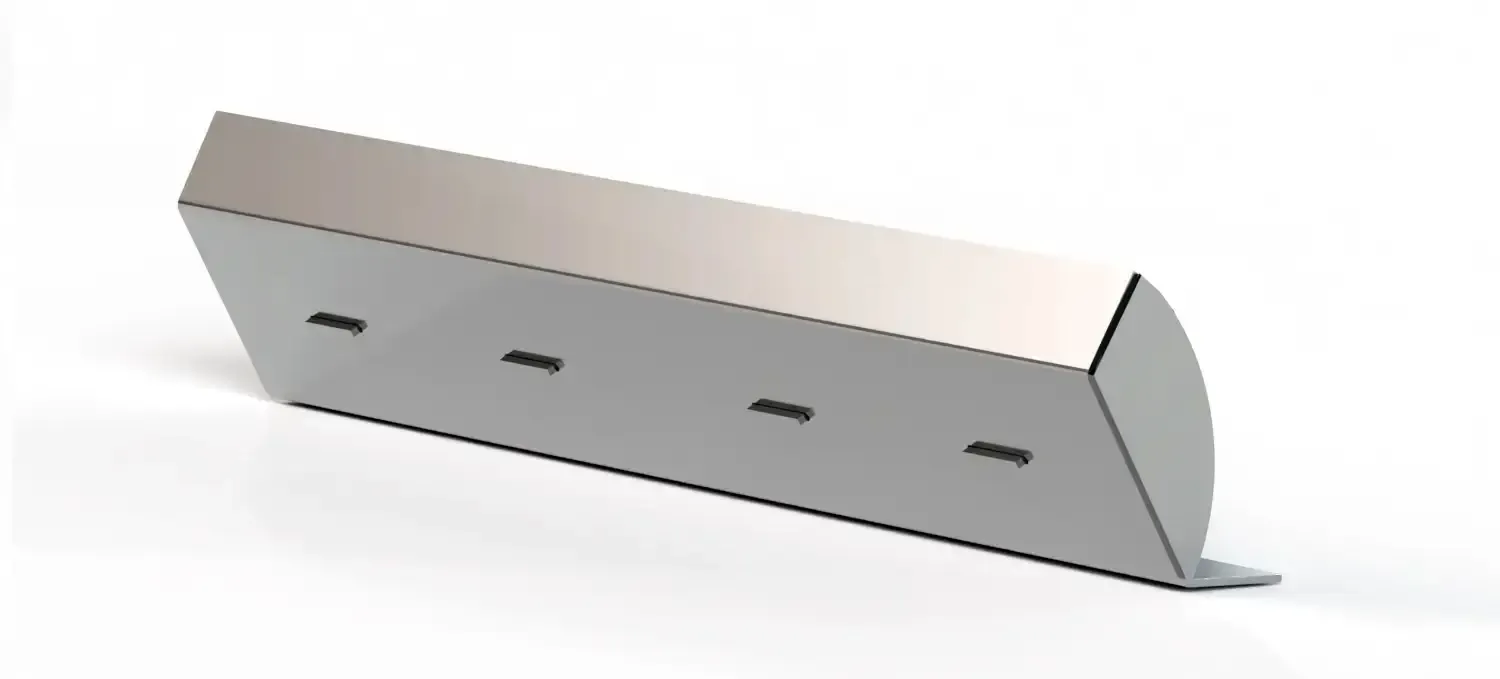
RAP ENTRY FLIGHTS
DRUM MIX MODIFICATION FOR RAP
RAP is introduced through a collar located at an intermediate point of the drum, before the mixing zone. From this point on, the material never comes into direct contact with the burner flame. Unlike other zones in the drum mixer, this section has no veiling flights.
The dedicated entry flights are used to gently introduce RAP into the hot aggregate stream. The design allows uniform drying, optimizing heat transfer and controlled binder softening for high quality incorporation with virgin aggregates, while minimizing blue smoke and preventing material buildup.
As the RAP moves through the drum, it is heated by three simultaneous mechanisms:
- Direct contact with the preheated virgin aggregate
- Exposure to the hot gases inside the drum
- Conduction from internal flights heated by the burner’s radiant energy.
This controlled triple-heating system allows a higher percentage of RAP to be processed consistently, up to 50% incorporation while maintaining uniform temperature, preserving the asphalt binder, and ensuring consistent performance in the final hot-mix.
Note: Some other asphalt plant brands also have a collar located at an intermediate point in the drum, but positioned farther downstream—starting where internal mixing begins. This prevents the use RAP entry flights, so they do not benefit from radiant heat, and only achieve slightly higher RAP incorporation than direct pugmill methods.
A dedicated drum can be used exclusively for heating RAP, while a
separate drum heats the virgin aggregate. The two materials are then
blended in a pugmill.
This method allows for the highest RAP percentages, but requires
two drums instead of one, resulting in significantly higher
equipment costs.
Our drum mixer can efficiently produce both WMA and HMA while achieving consistent, high-quality performance.
Warm-Mix Popularity
According to 37 recopilated studies, per 10% of RAP incorporation in new hot-mix asphalt decreases environmental impact by roughly 28% compared with conventional virgin aggregate mixes.
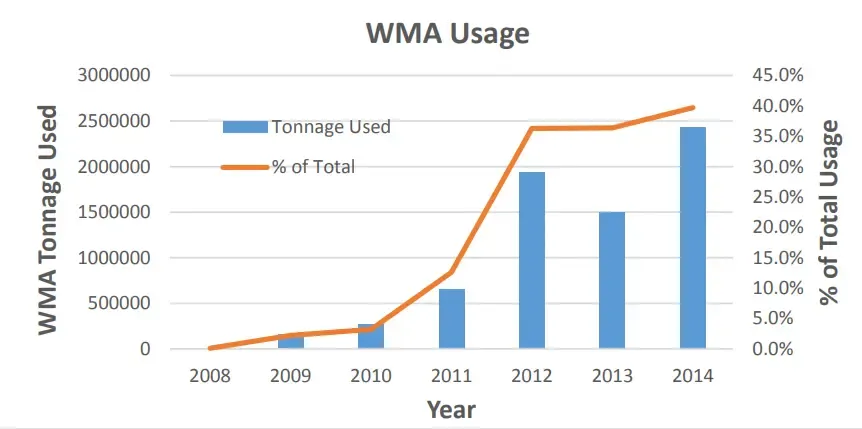
Figure 1 - WMA Usage Between Year 2008-2014 (Christie 2015)
See more
Warm Mix Asphalt (WMA) has rapidly gained importance as the pavement industry moves toward cleaner and more sustainable technologies. The method originated in Europe during the 1990s and was later adopted in the United States in the early 2000s, where it began replacing traditional Hot Mix Asphalt (HMA) in many applications
WMA mixes are produced at lower temperatures than conventional hot-mix asphalt (HMA), allowing reduced heating without becoming cold mixes, (later explained). This lower-temperature process enables different RAP incorporation levels depending on the mix design, binder condition, and the use of rejuvenators or additives.
Hot Mix Asphalt (HMA)
150 – 180 °C
302 – 356 °F
Warm Mix Asphalt (WMA)
100 – 140 °C
212 – 284 °F
By 2015, WMA already accounted for roughly one-third of total asphalt mix production in the U.S., supported by initiatives such as the Federal Highway Administration’s Everyday Counts (EDC) program (Hansen et al., 2015).
Industry reports also show that WMA experienced an exceptionally rapid growth curve: between 2010 and 2014, its usage increased from approximately 3% to nearly 40% of all asphalt mixtures produced (Christiansen, 2015; Hansen et al., 2015).
The rising cost of asphalt binder and the decreasing availability of high-quality virgin aggregates have encouraged wider adoption of RAP in mixture design (Copeland et al., 2010; Hossain et al., 2012).
National data show that RAP usage increased from about 30% in 2004 to over 90% by 2014 in HMA production (Hansen et al., 2015).
However, combining WMA with high RAP contents introduces technical challenges, since reduced temperatures may not provide sufficient thermal energy to activate the aged RAP binder (Bonaquist, 2011).
Lower production temperatures affect:
Later, it is explained why the pugmill cannot incorporate more than 5% RAP.
(Bonaquist, 2011; Bennert et al., 2011; Jamshidi et al., 2013;
Zhao et al., 2015).
In traditional HMA, high temperatures ensure adequate coating and lubrication.
In WMA, reduced temperatures may not sufficiently soften the aged RAP
binder, particularly at high RAP percentages (Bonaquist, 2011).
The use of WMA must be properly aligned with HMA practices: temperatures cannot be excessively high, as in conventional hot-mix production, but they also cannot be too low, since insufficient heat may prevent the aged RAP binder from softening.
Reduce fuel consumption by recycling RAP
up to
20-35%
WMA technologies can significantly reduce fuel consumption by
lowering mixing and compaction temperatures.
However, when WMA is combined with Reclaimed Asphalt Pavement (RAP),
the mixture design must be carefully evaluated to determine how the
reduced temperatures will interact with the selected RAP percentage.
Adequate activation of the aged binder is essential to ensure proper
blending, compaction, and long-term performance. Know more
WMA technologies can significantly reduce fuel consumption by lowering mixing and compaction temperatures.
However, when WMA is combined with Reclaimed Asphalt Pavement (RAP), the mixture design must be carefully evaluated to determine how the reduced temperatures will interact with the selected RAP percentage. Adequate activation of the aged binder is essential to ensure proper blending, compaction, and long-term performance. Know more
WMA technologies can significantly reduce fuel consumption by
lowering mixing and compaction temperatures.
However, when WMA is combined with Reclaimed Asphalt Pavement (RAP), the
mixture design must be carefully evaluated to determine how the reduced
temperatures will interact with the selected RAP percentage. Adequate
activation of the aged binder is essential to ensure proper blending,
compaction, and long-term performance.
One of the primary reasons for the widespread adoption of WMA is its substantially lower production temperature. According to the FHWA, WMA technologies allow mixtures to be produced 30°F to 120°F below conventional HMA temperatures (D’Angelo et al., 2008).
This temperature reduction leads to several performance and construction benefits, including:
(Button et al., 2007; Zaumanis, 2010; Capitão et al., 2012; Bennert, 2015).
Multiple studies report important emissions reductions when WMA is used. Typical reductions include:
(Prowell, 2007; D’Angelo et al., 2008).
These reductions make WMA one of the most environmentally advantageous
asphalt technologies available.
Uzar et al. (2015) found that RAP-WMA mixtures compacted as well as RAP-HMA mixtures, with only small differences in air voids across most projects. The only notable exception was the foamed RAP-WMA mix, which showed a clear improvement in compactability with an air void reduction of about 1.8%.
Blue Smoke
When incorporating RAP, the mixing temperature must be reduced to maintain proper workability and binder blending quality. Excessive heat not only stiffens the effective binder and affects mix uniformity, but it also needs to be carefully controlled to prevent the formation of blue smoke, which occurs when the aged RAP binder is overheated and begins to volatilize. Maintaining an appropriate temperature range ensures effective RAP integration while avoiding emissions that indicate thermal degradation of the binder.

According to FHWA’s Pavement Recycling Guidelines (FHWA-SA-98-042), reclaimed asphalt pavement cannot be processed in normal drum-mix plants when it comes into direct contact with the burner, because this produces excessive “blue smoke” and visible hydrocarbon emissions.
Similarly, Tarsi et al. (2020) note that RAP material cannot simply be incorporated in standard plants as if it were virgin aggregate, since direct exposure of the recycled material to high-temperature gases leads to excessive blue-smoke emissions.
The Hot-Mix Asphalt Paving Handbook reinforces this, recommending that RAP be introduced downstream of the burner in counter-flow drum plants so that the recycled material is heated by hot aggregate rather than by direct contact with burner gases, specifically to reduce visible emissions.
We address all these problems by incorporating a dedicated RAP section within our counter-flow drum mixer, designed exclusively for controlled RAP introduction.
But a RAP incorporation system is not only intended to reduce polluting gases; it is also essential for ensuring mixture quality.
Many asphalt plant manufacturers incorporate RAP directly in the pugmill, without any drying process. This method is the simplest, but no more than 5% RAP can be added. This limitation exists because the RAP is heated only through contact with the hot virgin aggregate exiting the dryer drum. The aggregates must be overheated in an attempt to “dry” the RAP, but this simply does not work. Overheating the aggregate consumes excessive burner energy and, consequently, excessive fuel.
When superheated virgin aggregate abo 180 °C comes into contact with cold RAP at 20–25 °C, a severe thermal shock occurs (Bonaquist, 2011; Shah, 2007). This extreme temperature gradient accelerates oxidation of the asphalt binder, damaging both the RAP binder and the virgin binder. Because RAP does not warm gradually, its binder does not properly soften or blend, instead undergoing localized overheating and additional oxidative hardening (Shah, 2007; Bennert et al., 2011). As a result, the final blended binder becomes harder and more brittle, reducing pavement durability and increasing susceptibility to cracking (Jamshidi et al., 2013; Zhao et al., 2015).
Some brands claim that their systems can incorporate up to 30% RAP by mixing it directly in the pugmill, but this is not realistic. High-RAP systems are thermally and mechanically complex and cannot rely only on superheated virgin aggregate. As RAP percentages rise, the risk of overheating the material increases sharply, leading to excessive aging of the binder and visible blue-smoke emissions if no proper gas-filtration or incineration system is used.
Laboratory studies using pugmill-style mixing have shown that even when virgin aggregates are preheated to typical plant temperatures and room-temperature RAP is added and mixed for approximately one minute, only a limited amount of binder is actually transferred from the RAP to the virgin aggregate. Shah (2007) demonstrated that when mixing time or temperature is insufficient, RAP particles behave essentially as pre-coated “black rock,” meaning the aged binder remains on the RAP and does not adequately blend with the virgin binder.
Mixing RAP directly in the pugmill also requires longer mixing time to transfer enough heat to the RAP. However, the pugmill residence time is very short—typically only a few seconds. Extending the mixing time to properly heat the RAP significantly reduces the plant’s production rate. And even when production is slowed down, the limited heat-transfer capability and short residence time inside the pugmill make it impossible for the RAP to reach the required temperature for proper binder activation.
According to FHWA guidance and several laboratory and field studies, simply dropping cold, moist RAP into the pugmill and relying on superheated virgin aggregate results in insufficient and non-uniform heating, limited RAP binder activation, higher fuel consumption, and an increased risk of blue-smoke emissions.
In real-world operation, plants that claim very high RAP contents using direct pugmill incorporation are frequently forced to reduce the actual RAP percentage to meet emission regulations, avoid binder burning, but excessive oxidation, mix quality aren’t good.
The reduction in production temperature raises concerns about several factors that influence both construction and long-term pavement performance. Lower temperatures can negatively affect mix workability and compactability, and they also limit binder blending efficiency. In high-RAP WMA mixtures, these effects contribute to increased moisture susceptibility and reduced rutting resistance (Bonaquist, 2011; Bennert et al., 2011; Jamshidi et al., 2013; Zhao et al., 2015).
Adequate workability is essential for any asphalt mixture to ensure proper pavement construction. Because asphalt binder is highly temperature-dependent, the workability of an asphalt concrete mix is directly influenced by the temperatures at which it is produced and handled. In conventional HMA, mixing and compaction temperatures are selected to achieve a binder viscosity that provides sufficient coating of aggregate particles and adequate lubrication during compaction.
When RAP is incorporated, however, the effective binder grade increases due to the presence of aged, stiff RAP binder blending with the virgin binder. As a result, higher temperatures may be required to attain the same level of workability achieved in mixtures containing only virgin materials.
This occurs because the reduced production temperatures used in WMA may not supply enough thermal energy to adequately activate and blend the RAP binder with the virgin binder. When this happens, RAP behaves essentially as “black rock,” contributing little to the effective binder content of the mixture. The reduction in effective binder impairs constructability and weakens the mixture’s overall mechanical stability and durability.
Black rock: Describes RAP particles whose aged binder remains stiff and inactive during mixing, causing the RAP to behave like inert aggregate rather than contributing usable asphalt binder.
When temperatures are too low, the RAP binder may not mobilize or blend with the virgin binder. In these cases, RAP behaves like an inert “black rock,” reducing the effective binder, increasing air voids, and weakening mixture durability (Bonaquist, 2011).
Increasing production temperatures directly affects the air voids in the asphalt mixture. A study by Oliveira et al. (2012):
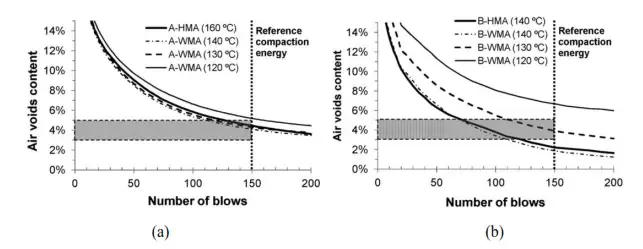
Figure 3 - Air void content at different mixing temperatures for (a) virgin WMA and HMA & (b) 50% WMA and 50% HMA mixes; (adpoted from Oliveira et al. 2012).
The study shows that lowering the mixing temperature has little effect on virgin mixes, but it significantly affects RAP mixes. At 50% RAP, lower temperatures lead to higher air voids, meaning poorer compaction. This occurs because the aged binder in the RAP requires more heat energy to blend and mobilize. Without that heat, the RAP behaves like a stiff “black rock,” reducing the effective binder and making the mixture harder to compact (Oliveira et al., 2012).
VFD-Controlled Drum Rotation System for High-RAP Incorporation
Our latest innovation for high-RAP incorporation is the use of VFD-controlled drum rotation. According to our investigation and multiple field studies, RAP quality is directly affected by its heating exposure time inside the drum, which allows the RAP binder to fully blend and incorporate with the virgin aggregates. This exposure time must be adjusted according to the RAP percentage in the mix.
How Does Heat Exposure Time Affect RAP Percentage Incorporation?
In a study Gaitán et al. (2012) found that temperature increase in mixing does not improve the blending of RAP binder in WMA or HMA mixtures. In their study they raised the temperature from 260°F to 315°F for analyzing RAP behavior in extremely high temperature environments, the result was aging RAP binder to to stiffen even further, this increased the difference between the binder coating the fine and coarse aggregates—indicating less blending by 85% in mix A, and 96% in mix B, and 151% mix C! By increasing the temperature, the overall degree of blending (DOB) was reduced by about 5%, showing directly that high temperatures actually hinder the activation of RAP binder. The authors noted that WMA additives may start degrading by exposure above their design limits.
The data shown in Figure 5 shows an interesting trend. After two (2) hours of conditioning, the difference between the different mixes is very wide ranging from 0.44 to 1.0.>
See more
In a study Gaitán et al. (2012) found that temperature increase in mixing does not improve the blending of RAP binder in WMA or HMA mixtures. In their study they raised the temperature from 260°F to 315°F for analyzing RAP behavior in extremely high temperature environments, the result was aging RAP binder to to stiffen even further, this increased the difference between the binder coating the fine and coarse aggregates—indicating less blending by 85% in mix A, and 96% in mix B, and 151% mix C! By increasing the temperature, the overall degree of blending (DOB) was reduced by about 5%, showing directly that high temperatures actually hinder the activation of RAP binder. The authors noted that WMA additives may start degrading by exposure above their design limits.
However the most interesting finding in this study was that extending the conditioning time from two to three hours improved DOB by approximately 8%. Indicating that additional time —not additional heat— promote better diffusion between the aged RAP binder and the virgin binder! (Gaitán et al., 2012).
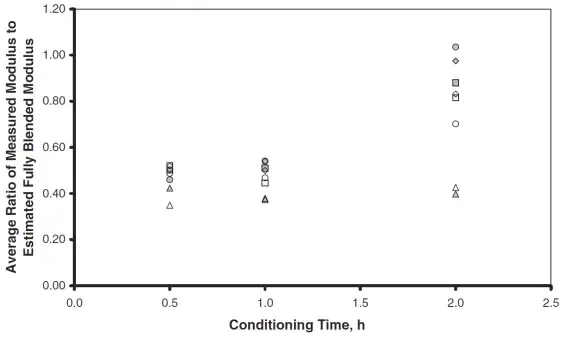
In a study by Bonaquist et al. (2011), the blending of RAP binder with virgin binder in WMA mixes was evaluated by comparing the measured dynamic modulus of the mixture with the estimated modulus derived from the recovered binder. When the ratio approaches 1.0, it indicates that the RAP binder is fully blending and contributing to the mixture; when the ratio is low, the RAP binder is barely activated.
For Design A with 25% RAP, mixtures aged for only 30 to 60 minutes showed low ratios (0.35–0.55), indicating limited blending. However, when the same mix (Design A) was aged for two hours—an increase of 200–400% in aging time—the ratio approached 1.0, signifying complete blending of the RAP binder. The study also shows that higher compaction temperatures significantly improve RAP binder activation and blending within the mixture.
The data shown in Figure 5 shows an interesting trend. After two (2) hours of conditioning, the difference between the different mixes is very wide ranging from 0.44 to 1.0.
Incorporating RAP
VS
Conventional virgin-aggregate mixtures
In a study by D’Angelo et al. (2008), D’Angelo et al. (2008) reported two primary benefits for the WMA pavement constructed on SR-417, near Orlando, FL, while additional performance observations for WMA—including rutting depth reduction, improved ride quality retention, lower cracking progression, and better overall PCS evolution—were documented in subsequent FDOT field evaluations for projects on US-92 and SR-11, and studied for five years after its application.
Incorporating RAP reduces life-cycle costs
It may be impressive that asphalt pavement produce by a waste (reclaimed asphalt pavement) can have greater quality than asphalt pavement produce with virgin aggregates.
Across these studies, life-cycle cost reductions of roughly 10–34% were observed, influenced by factors such as RAP percentage, savings in binder use, and the long-term maintenance behavior of the mixture. According to the PennDOT WMA–RAP study (Faheem et al., 2018), “RAP is expected to replace some of the more expensive virgin materials, and lower life-cycle costs (Huang et al., 2007; Chiu et al., 2008; Lee et al., 2010).”
Initial costs
RAP contains both aggregates and aged asphalt binder, which are already processed.
Because virgin binder and high-quality aggregates are the most expensive components of hot-mix asphalt, replacing part of them with RAP immediately lowers initial production costs.
This is why studies (Huang 2007; Chiu 2008; Lee 2010) consistently report 10–34% reductions in overall life-cycle costs.
Maintenance and Rehabilitation Costs — RAP
RAP-containing mixes can exhibit lower long-term aging rates because:
So, pavements with moderate RAP contents may require:
Operating Costs — fewer work zones
If a pavement lasts longer before requiring rehabilitation then:
Even if agencies do not always include user costs, when they do, RAP pavements perform favorably.
Why RAP reduces operating costs:
End-of-Life Costs — RAP becomes a resource
At the end of the pavement’s service life:
Why RAP reduces end-of-life costs:
So, the pavement essentially feeds itself, reducing future material demand.
RAP lowers life-cycle costs because it reduces expenses at every stage of the pavement’s economic life. In the initial phase, RAP replaces costly virgin binder and aggregates, immediately lowering material costs. During service life, RAP mixtures often show slower aging and improved rutting resistance, reducing the frequency and cost of maintenance and rehabilitation. These extended maintenance intervals also reduce user-delay and operational costs associated with lane closures. Finally, at the end of the pavement’s life, RAP becomes a reusable resource rather than a waste material, eliminating disposal expenses and reducing the cost of future constructions.
Asphalt mixtures incorporating RAP have shown performance levels superior to conventional virgin-aggregate mixtures particularly in rutting resistance and long-term stiffness.
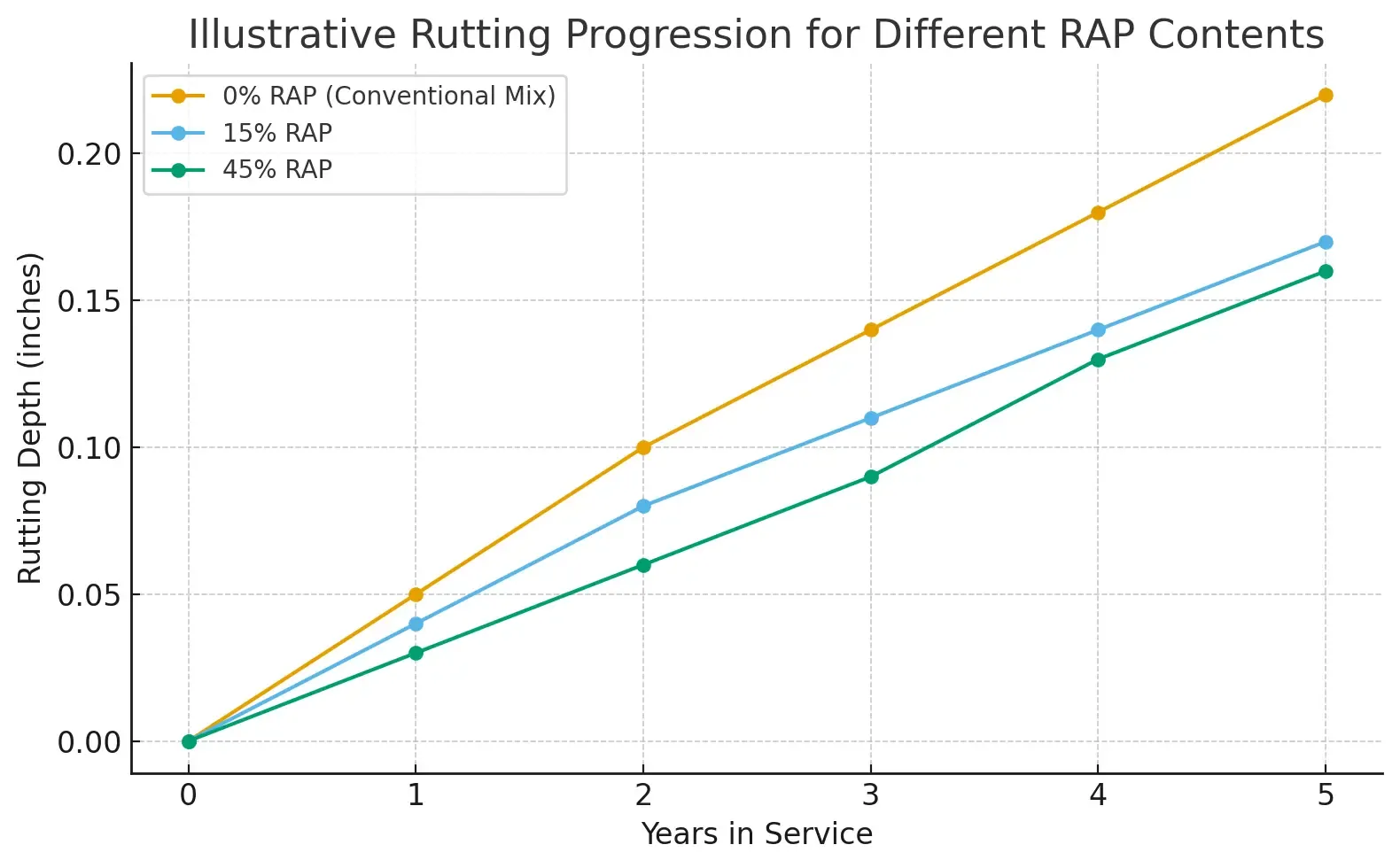
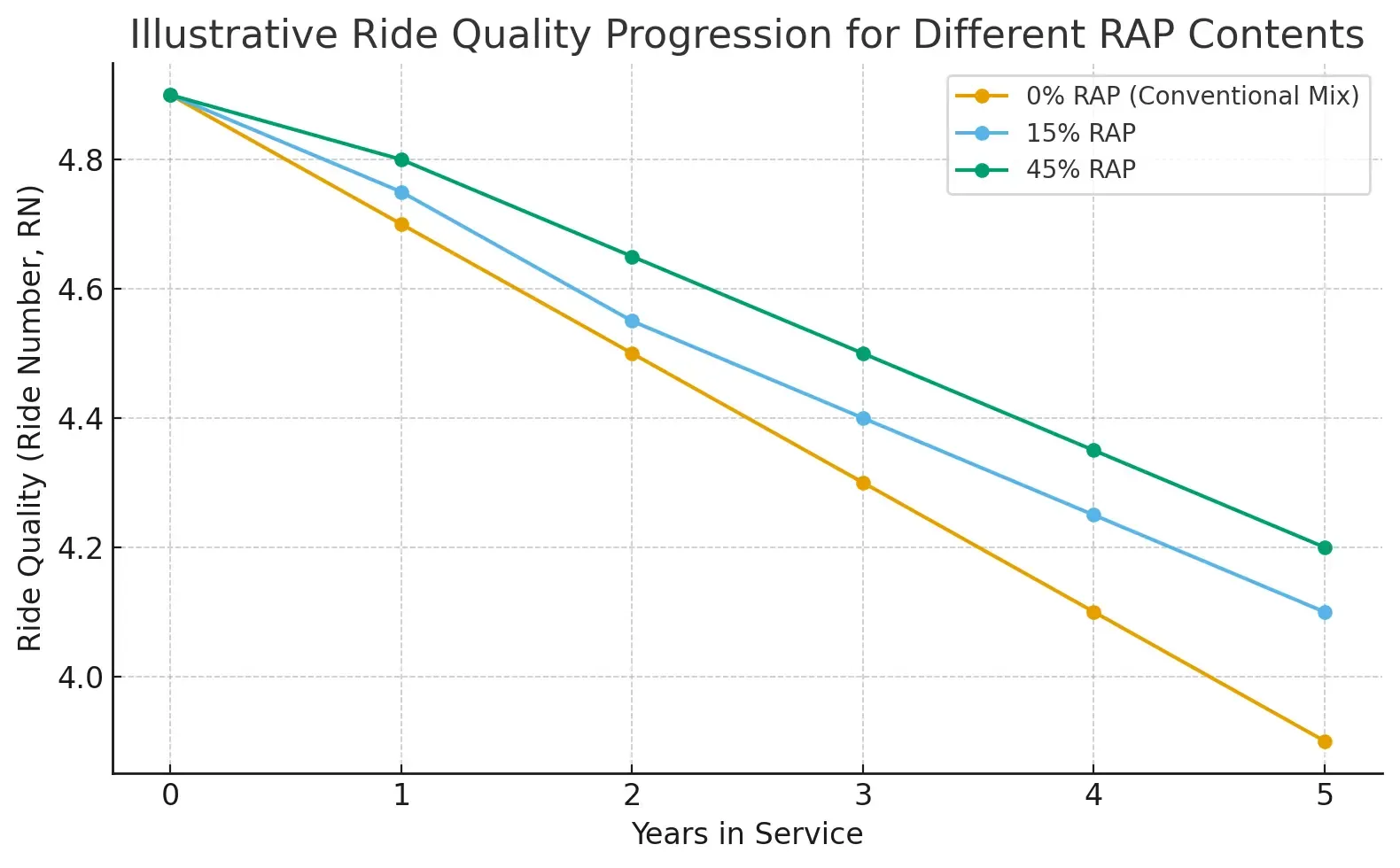
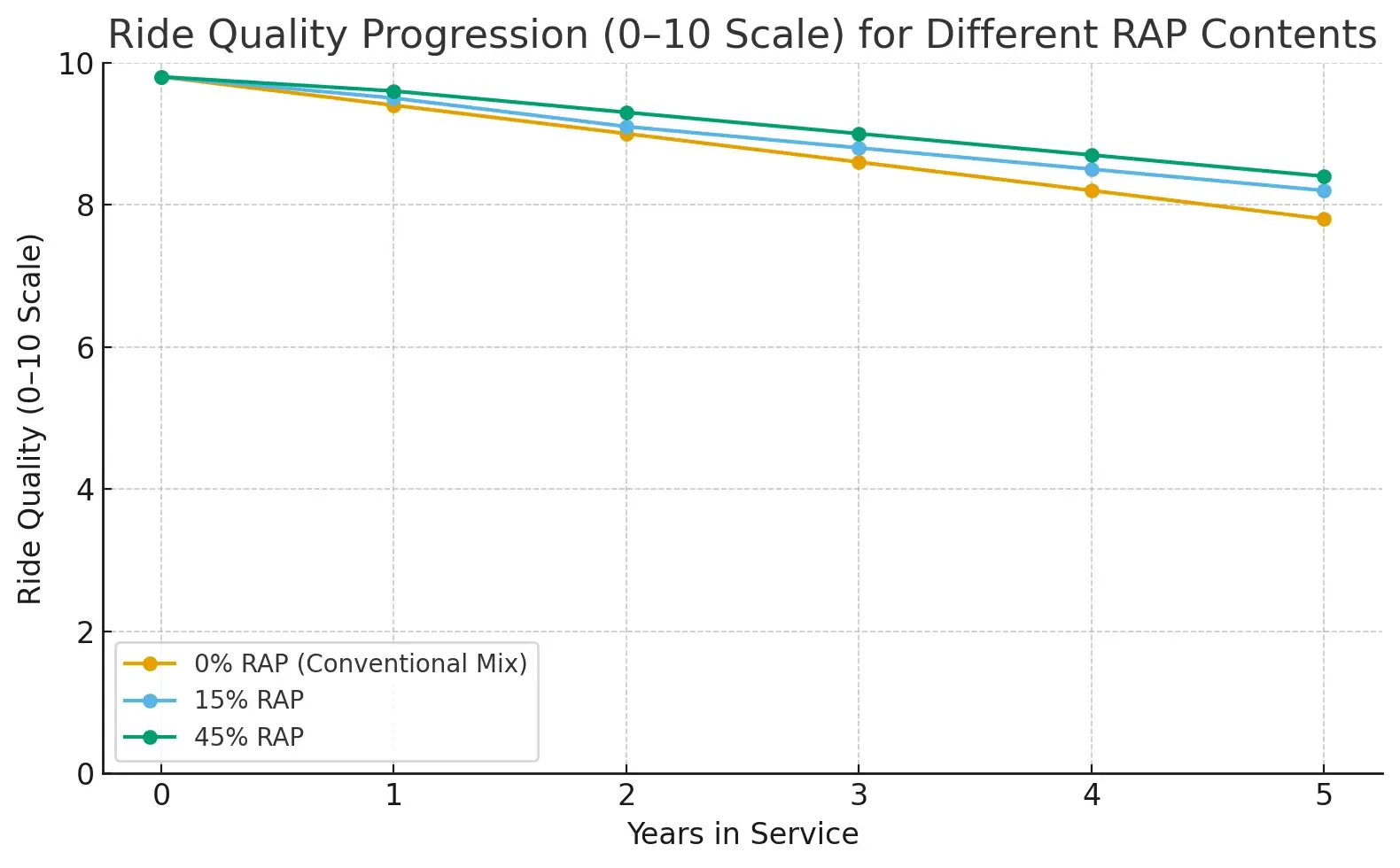
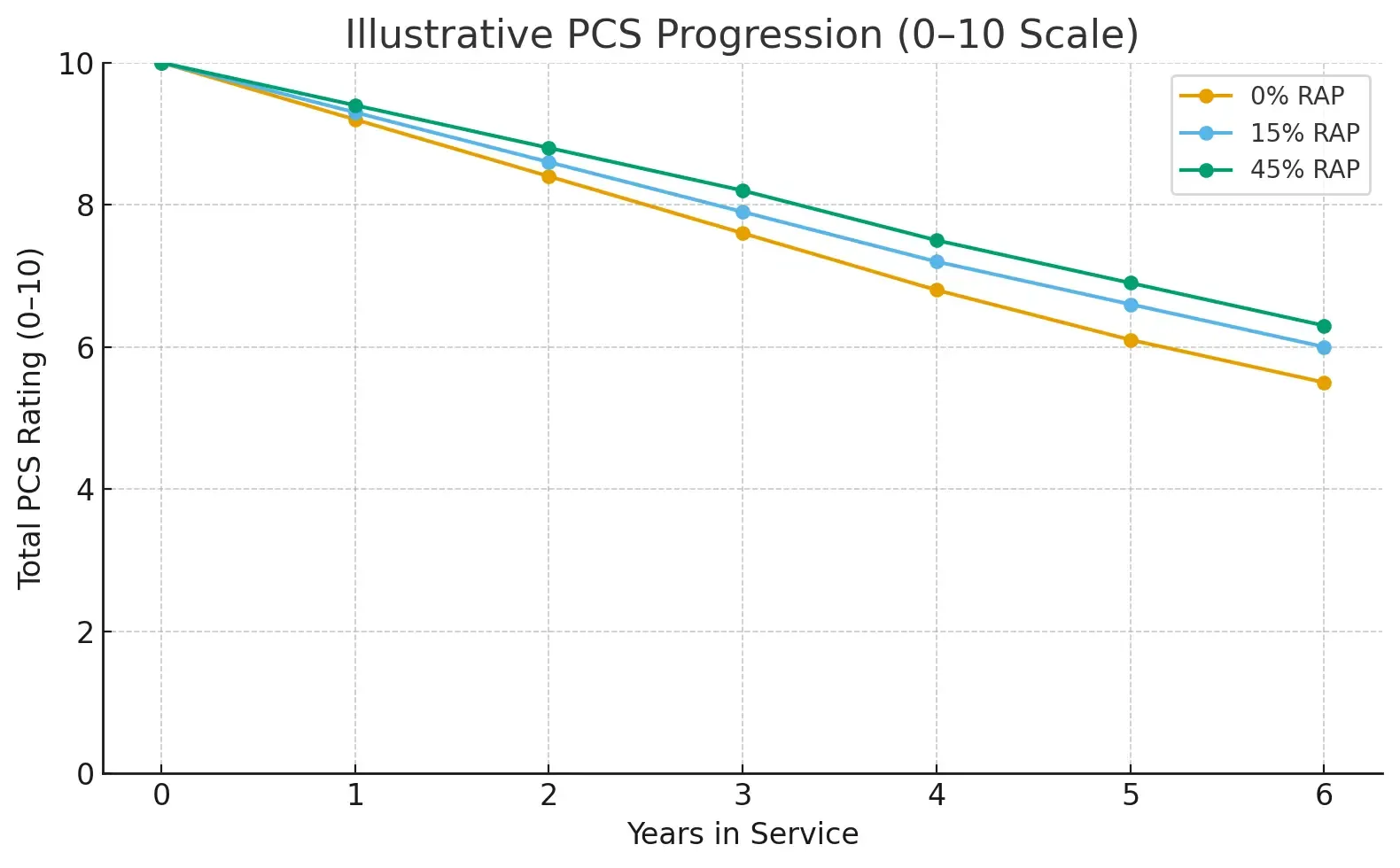
In a study by D’Angelo et al. (2008), D’Angelo et al. (2008) reported two primary benefits for the WMA pavement constructed on SR-417, near Orlando, FL, while additional performance observations for WMA—including rutting depth reduction, improved ride quality retention, lower cracking progression, and better overall PCS (Pavement Condition Score) evolution—were documented in subsequent FDOT field evaluations for projects on US-92 and SR-11, and studied for five years after its application.
The first primary was a reduction in compaction resistance, and the second was lower levels of early-stage aging due to gentle production temperatures of WMA. Additional performance benefits were also found in these study, such as deduced rutting depth, longer preservation ride quality, slower cracking progression, and improved PCS trends.
According to the FDOT performance study (Choubane et al., 2013), pavement sections containing 15% RAP and 45% RAP showed reduced rutting and superior ride quality to virgin mixes, although the section with 45% RAP exhibited minor cracking after five years of service.
The study by Goh et al. (2011) showed that incorporating RAP into asphalt mixtures does not reduce mix quality or compactability; instead, RAP-modified mixtures demonstrated equal or improved compaction characteristics compared to virgin-aggregate mixes. The researchers reported that mixtures containing RAP required lower compaction energy than their virgin counterparts, indicating more efficient densification during production. The findings confirm that RAP can be incorporated into asphalt mixtures without compromising workability or performance, and may even enhance certain production efficiencies.
Quality of mixes
with/without
RAP
In a study by D’Angelo et al. (2008), D’Angelo et al. (2008) reported two primary benefits for the WMA pavement constructed on SR-417, near Orlando, FL, while additional performance observations for WMA—including rutting depth reduction, improved ride quality retention, lower cracking progression, and better overall PCS evolution—were documented in subsequent FDOT field evaluations for projects on US-92 and SR-11, and studied for five years after its application.
RAP contributes a stiffer binder that improves rutting resistance.
The aged binder present in RAP increases the structural stiffness of the blend, which:
Result: RAP mixtures typically exhibit lower rutting than fully virgin mixtures.
This benefit is one of the most consistently documented in international studies.
RAP improves long-term durability because it reduces the aging rate of the virgin binder.
Although it may sound counterintuitive:
Result: RAP mixtures can maintain more stable mechanical properties throughout their service life.
RAP introduces aggregate particles with better adhesion and higher angularity.
Aggregates recovered from RAP:
Result: increased internal cohesion and higher shear resistance, which translates into improved structural performance.
RAP mixtures tend to show lower variability and greater uniformity in their properties.
RAP:
This contributes to consistency and reproducibility—highly valuable characteristics in industrial asphalt production.
In terms of functional performance, RAP improves mid-term ride stability.
FDOT studies (SR-417, US-92, SR-11) show that:
Result: better retention of functional performance over time.
Economically, RAP improves efficiency and reduces variability in effective binder content.
The mechanical implications are direct:
Outcome: more stable production and more predictable pavement performance.
Overall, incorporating RAP enhances rutting resistance, improves long-term durability, increases internal cohesion, reduces production variability, and maintains functional performance—making RAP a mechanically advantageous component compared to virgin-only mixtures.
Why are people skeptical about RAP and reluctant to trust it?
Even today, many people do not trust asphalt mixes that incorporate RAP. A common belief is that these mixes are of lower quality because RAP is often perceived as a waste material rather than a valuable resource. This perception is largely rooted in early recycling practices, where RAP was sometimes used without proper processing, control, or mix design adjustments. As a result, inconsistent performance in some past projects reinforced the idea that RAP-containing mixes are inferior. However, this skepticism persists despite significant advances in plant technology, mix design methods, and quality control that allow RAP to be used reliably and consistently in modern asphalt production.
Lack of experience
- They do not know how to design asphalt mixes with RAP.
- They do not know how to account for the binder already present in RAP.
- They lack a clear understanding of how aggregate properties influence mix performance.
Outdated perceptions
- They associate RAP with early recycling practices that lacked proper control.
- They assume RAP is a waste material rather than a reusable engineered resource.
- They generalize isolated past failures to all RAP-containing mixes.
Inadequate plant technology
- They lack equipment capable of properly heating and blending RAP.
- They do not have controlled RAP introduction systems.
- They cannot maintain consistent temperatures during production.
Process control limitations
- They do not monitor RAP moisture, gradation, or binder content consistently.
- They lack proper temperature and blending control during mixing.
- They rely on conservative assumptions instead of data-driven adjustments.
Risk aversion and conservative specifications
- They avoid RAP due to fear of performance claims or penalties.
- They follow conservative specifications that discourage RAP use.
- They prefer traditional practices over adopting newer technologies.
Lack of understanding and investigation of rejuvenators
- They do not fully understand how rejuvenators interact with aged RAP binder.
- They lack sufficient laboratory testing and field validation to determine proper rejuvenator dosage.
- They are uncertain about the long-term performance and durability of rejuvenated RAP mixtures.
According to Liu et al. (2024), two out of every three contractors outside the United States remain skeptical of RAP, often considering it a low-quality waste material unsuitable for new road construction. However, this perception does not reflect the reality of modern asphalt production. Contractors who recognize RAP as a high-quality material for new pavements gain a clear competitive advantage over those who continue to reject it. By properly incorporating RAP, production costs can be reduced by up to 35% while maintaining high-quality asphalt mixes. These results are achieved not only through the use of RAP itself, but through the use of appropriate plant equipment and process control that allow RAP to be processed, heated, and blended correctly.
How to Make Money by Being a Great RAPper — RAP Done Right
General Guidelines for Incorporating RAP into Asphalt Mix Design and Production
Start with low RAP percentages and increase gradually as experience and confidence grow.
Beginning with low RAP contents allows producers to understand material behavior, production limits, and mix performance under controlled conditions. Gradual increases provide valuable operational and performance data, reducing risk while building confidence in RAP incorporation.
Account for the contribution of the aged RAP binder in the mix design.
The aged binder present in RAP contributes to the total effective binder content and stiffness of the asphalt mix. Properly accounting for this contribution is essential to avoid overly stiff mixtures and to maintain adequate flexibility and durability.
Try RAP different rejuvenators according to the RAP percentage
Yi et al. (2022) demonstrated that rejuvenators formulated with petroleum resin and antioxidants can effectively restore the properties of aged RAP binder, improving adhesion and aging resistance. Their incorporation enables higher RAP contents by compensating for binder stiffness and maintaining mix performance when appropriate dosage and mix design procedures are used. In a lot of studies it was found that:
- Up to approximately 15% RAP, no change in the virgin binder PG is typically required.
- At RAP contents between 20% and 25%, the virgin binder grade is commonly reduced to a softer PG.
- At RAP contents of 25% or higher, testing the RAP binder and designing the mix based on its properties is recommended.
Adjust virgin binder grade and content to balance stiffness and workability.
Because RAP binder is aged and stiffer than virgin binder, adjustments to the virgin binder grade or content are often required. Using a softer virgin binder helps balance overall mix stiffness and ensures acceptable workability and compaction.
Control RAP temperature carefully to avoid excessive aging or blue smoke.
RAP should be heated indirectly and at controlled temperatures to prevent additional binder aging or the generation of blue smoke. Proper temperature control preserves binder properties while ensuring effective blending during mixing.
Ensure uniform and controlled RAP feeding into the mixing process.
Consistent RAP feed rates are critical to achieving uniform mix quality. Controlled introduction minimizes variability in binder content, gradation, and temperature, resulting in more consistent asphalt mixture performance.
Use adequate mixing time and temperature to promote proper binder blending.
Sufficient mixing time and appropriate temperatures are required to promote interaction between the aged RAP binder and the virgin binder. Proper blending improves coating, homogeneity, and overall mix performance.
Monitor mix workability and compactability during production and paving.
Workability and compactability are key indicators of mix quality. Monitoring these properties during production and placement helps identify necessary adjustments to binder content, temperature, or RAP percentage.
Use plant equipment and process control suitable for consistent RAP incorporation.
The most important factor is the use of proper plant equipment. Modern asphalt plants with precise process control enable proper heating, controlled feeding, and effective blending of RAP. Suitable systems ensure consistent production conditions, which are essential for reliable and repeatable RAP incorporation.
Rely on laboratory testing and field performance data rather than assumptions.
Laboratory testing and field validation provide objective data to support mix design decisions. Data-driven approaches reduce uncertainty and improve confidence in RAP performance.