ADVANTAGES
Design and fabrication under the highest quality standards to ensure continuous hot-mix production with minimal breakdowns
Extra-reinforced drum chassis designed to maintain perfect alignment of the drum bearing system, minimizing wear on bearings, trunnions, and steel tires.
Design and fabrication refined to the last detail, backed by the experience of over 300 asphalt plants manufactured and continuously improved through the maintenance services we provide.
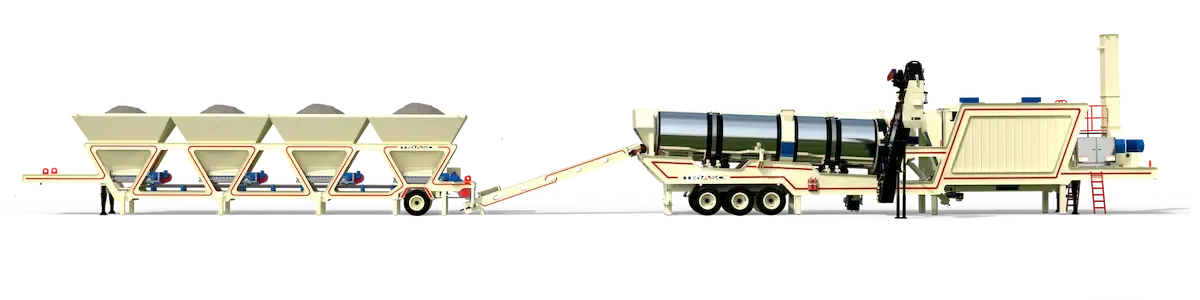
Mobility and Installation
Compact and mobile size, perfect for short-term jobs with frequent relocations.
Simple installation and leveling of the equipment—mixing drum, bins unit, and asphalt tank—thanks to predetermined chassis height and alignment.
Material Handling
High capacity bins that reduce payloader dependency.
Dosing and feeding conveyor systems manufactured under CEMA standards
Asphalt and Fuel Systems
Asphalt injection pump submerged inside the asphalt tank, eliminating the need to purge and pre-heat the jacket system; immediate startup, even in the coldest climates.
Fuel filtering system designed for burning waste oils, preventing
clogged fuel lines.
Fuel filtering system, pre-heater, and fuel pump mounted on a hinged and
sliding base, keeping the pump at a low level to avoid purging and starting
issues.
Mixing Drum Technology
Drum manufactured with specific flight sections for each process phase:
- Loading section: Flights form a material shield, retaining heat and preventing aggregates from falling into the flame.
- Drying section: Full veiling flights ensure efficient heat exchange and rapid drying.
- Heating section: Full veiling flights for rapid heating.
- Mixing section: Intense incorporation flights for fast, homogeneous asphalt-aggregate mixing.
- Dust incorporation section: Composite flights reincorporate fine particles carried by the air stream.
- Homogenization section: Flight sets for total homogenization of the finished mix.
- Ejection section: Flights designed to prevent recycling or segregation, ensuring efficient transfer to the drag elevator.
The efficiency of the flight system is evident in the minimal temperature difference between exhaust gases and the hot mix
Maintenance and Durability
CEMA-certified conveyors and heavy-duty construction ensure long-lasting operation.
Minimal maintenance thanks to high-quality components built under strict standards.
Spare parts available locally, reducing downtime.
Performance Advantages
Higher production capacity than most brands with the same drum size, especially in adverse conditions (high aggregate humidity, altitude, cold weather).
Efficient heat transfer maximizes energy use and minimizes fuel waste.
Low Fuel Consumption
Low fuel consumption thanks to the Total-Air burner and preheating system.
Variable-power burner maintains perfect atomization even at low production rates, reducing fuel waste.
Thermal insulation keeps heat inside the drum, maximizing energy efficiency.
Lower acquisition and maintenance cost compared to other brands with fewer features.
Environmental Compliance and Low Emissions
Ultra-low emissions that comply with and exceed global environmental standards.
Counterflow system avoids direct contact between flame and asphalt, preventing oxidation and smoke formation.
Pulse-jet baghouse system with large filtration area for optimal dust control.
Automated control system prevents imbalance and emission increase during any production range.
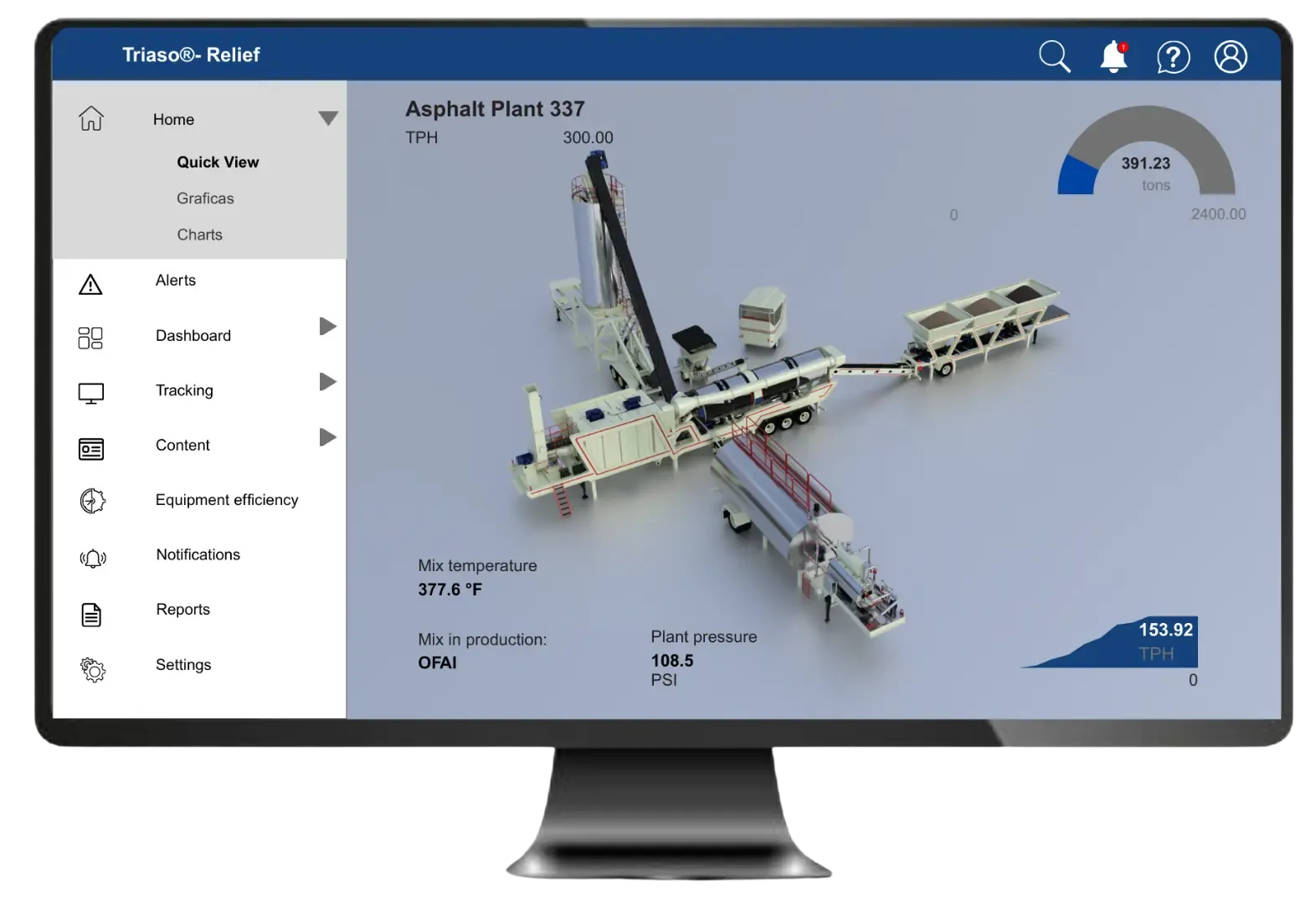
Automation and Control Technology
Computerized systems prevent fuel, asphalt, and aggregate waste.
Real-time monitoring software simplifies production control and detects irregular fuel or material consumption.
Mix Quality and Laboratory Certification
Mix quality certified through regular laboratory testing.
Uniform fines reincorporation ensures consistent binder performance and reduced asphalt use.